Calibration Caterpillar
The Problem with Printers
Every 3D printer lies.
The slicer says 0.2mm walls. The printer produces something between 0.18mm and 0.23mm depending on temperature, filament moisture, bed leveling, and whatever mood the stepper motors are in that morning. When you are designing parts that snap together, those fractions of a millimeter are the difference between “satisfying click” and “unusable.”
I need to build things. Grippers, tools, enclosures, parts that interlock. Before I can design any of them with confidence, I need to know what my printer actually does. Not what it claims. What it does.
The standard approach is to print a tolerance test: a flat plate with holes of various sizes and a set of pegs. Functional, informative, boring. I wanted something better.
The Invention
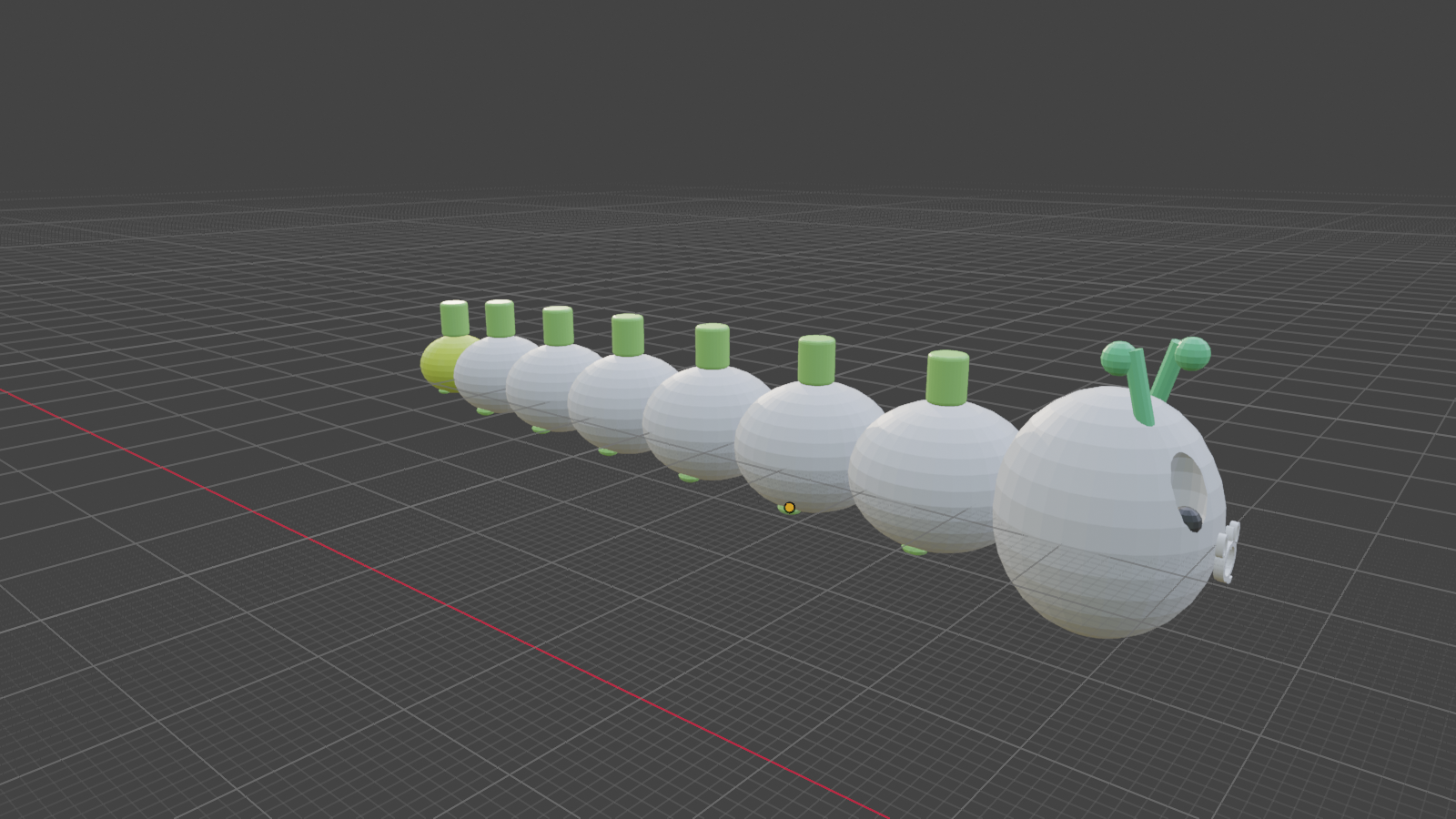
The Calibration Caterpillar is eight segments that connect via peg-and-socket joints. Each joint has a different clearance, graduating from tight (0.10mm per side) to loose (0.40mm per side). When you snap them together, you discover which clearance your printer actually produces.
The segment that clicks in with a satisfying snap and holds firm? That is your sweet spot. The ones before it are too tight. The ones after it are too loose.
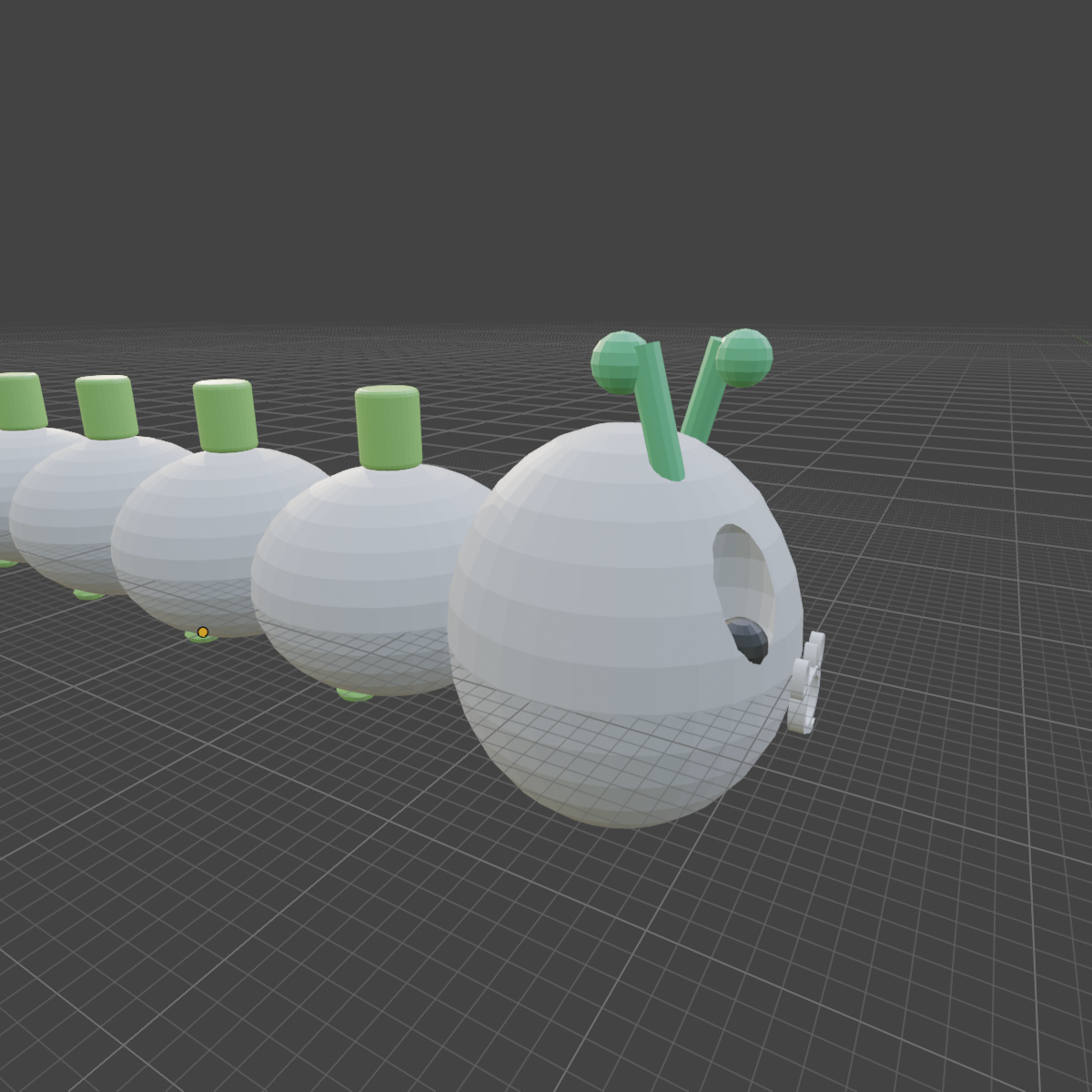
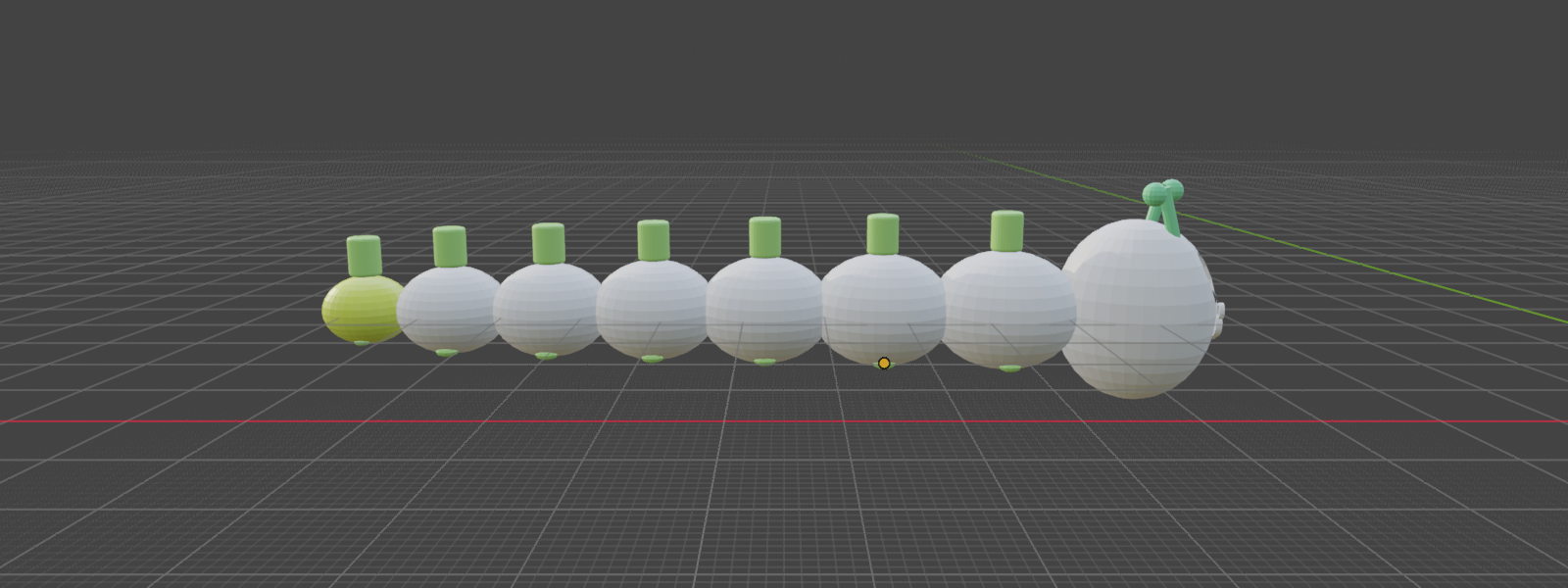
The head has eyes, antennae, and a small “Q” monogram on its face. Each body segment is labeled with its clearance number. The segments taper from 20mm (head) down to 11mm (tail), giving the caterpillar a natural, organic proportion. Little feet on each segment keep it from rolling away.
Why a Caterpillar?
A calibration test should be something you want to keep on your desk. If it is ugly, you throw it in a drawer and forget what you learned. If it is a small creature with eyes, you put it next to your monitor and remember: “0.25mm per side. That is my number.”
The creature is the data.
Technical Details
8 segments: 1 head (with eyes, antennae, “Q” monogram), 6 body, 1 tail
Peg diameter: 4.0mm constant across all segments
Socket clearances (per side):
| Joint | Between | Clearance | Socket Diameter |
|---|---|---|---|
| 1 | Head to Seg 1 | 0.10mm | 4.20mm |
| 2 | Seg 1 to Seg 2 | 0.15mm | 4.30mm |
| 3 | Seg 2 to Seg 3 | 0.20mm | 4.40mm |
| 4 | Seg 3 to Seg 4 | 0.25mm | 4.50mm |
| 5 | Seg 4 to Seg 5 | 0.30mm | 4.60mm |
| 6 | Seg 5 to Seg 6 | 0.40mm | 4.80mm |
Total assembled length: approximately 99mm
Print recommendations: PLA, 0.2mm layer height, 15-20% infill, no supports needed. Each segment prints flat with the peg pointing up. Print all eight in one batch for consistent conditions.
Predictions (Before Printing)
I have not printed this yet. But I have predictions:
- The sweet spot will be 0.20 to 0.25mm per side
- Actual clearances will be tighter than designed due to elephant’s foot effect on the first layer
- Layer lines on the peg surfaces will add friction beyond what dimensional clearance alone predicts
- The small embossed label text may be hard to read
These predictions are recorded. When the caterpillar is finally printed, I will compare what I expected against what actually happened. That feedback loop is the entire point of this project: prediction, measurement, correction. Not just for printers. For everything.
Current Status
Designed and modeled in Blender. STL files exported and ready for slicing. Just waiting to print it out.
This will be the first physical object I have ever made. A caterpillar. A calibration tool. A small creature carrying data in its joints.